
वेल्डिंग प्रवेश के हो?यसले वेल्डेड जोइन्टको क्रस खण्डमा आधार धातु वा फ्रन्ट वेल्ड मोतीको पग्लने गहिराइलाई जनाउँछ।
वेल्डेड जोडहरू समावेश छन्: वेल्ड सीम (0A), फ्यूजन क्षेत्र (AB) र गर्मी प्रभावित क्षेत्र (BC)।
चरण 1: नमूना
(1) वेल्डिंग प्रवेश नमूना को काटने स्थिति: a।स्थानहरू सुरु गर्न र रोक्न नदिनुहोस्
bवेल्ड दागको 1/3 मा काट्नुहोस्
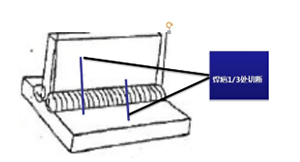
गजब वेल्ड दागको लम्बाइ 20mm भन्दा कम हुन्छ, वेल्ड दागको बीचमा काट्नुहोस्।
(२) काट्ने
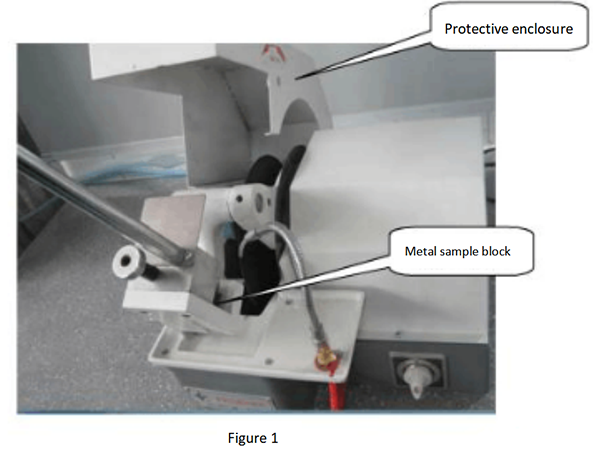
A. बिजुली आपूर्ति जडान गर्नुहोस् र जाँच गर्नुहोस् कि मापन उपकरणले परीक्षण आवश्यकताहरू पूरा गर्दछ।चित्र १ मा देखाइए अनुसार, मेटालोग्राफिक काट्ने मेसिनको सुरक्षात्मक आवास खोल्नुहोस् र परीक्षण गर्न धातु नमूना ब्लक स्थापना गर्नुहोस्।
(नोट: धातु ब्लक पूर्ण रूपमा ठीक गर्न निश्चित हुनुहोस्!)
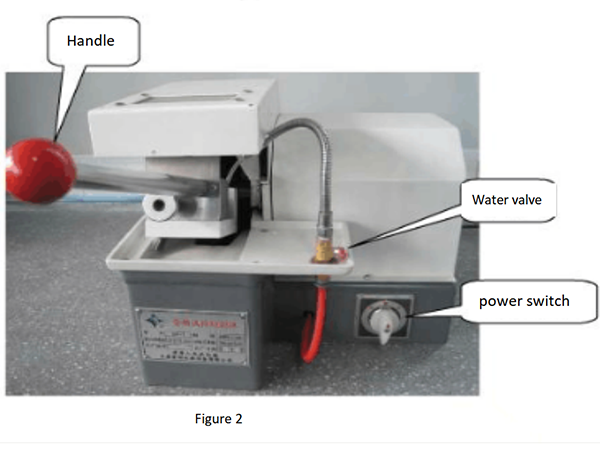
bचित्र २ मा देखाइए अनुसार, मेटालोग्राफिक काट्ने मेसिनको सुरक्षात्मक खोल बन्द गर्नुहोस्, पानीको भल्भ खोल्नुहोस्, र पावर स्विच अन गर्नुहोस्;मेटालोग्राफिक काट्ने मेसिनको ह्यान्डल समात्नुहोस् र धातुको नमूना काट्न यसलाई बिस्तारै तल थिच्नुहोस्।काट्ने पछि, धातु नमूनाको लम्बाइ, चौडाइ र उचाइ 4mm भन्दा कम हुनुपर्छ;पानीको भल्भ बन्द गर्नुहोस्, पावर बन्द गर्नुहोस्, र धातुको नमूना निकाल्नुहोस्।
bचित्र २ मा देखाइए अनुसार, मेटालोग्राफिक काट्ने मेसिनको सुरक्षात्मक खोल बन्द गर्नुहोस्, पानीको भल्भ खोल्नुहोस्, र पावर स्विच अन गर्नुहोस्;मेटालोग्राफिक काट्ने मेसिनको ह्यान्डल समात्नुहोस् र धातुको नमूना काट्न यसलाई बिस्तारै तल थिच्नुहोस्।काट्ने पछि, धातु नमूनाको लम्बाइ, चौडाइ र उचाइ 4mm भन्दा कम हुनुपर्छ;पानीको भल्भ बन्द गर्नुहोस्, पावर बन्द गर्नुहोस्, र धातुको नमूना निकाल्नुहोस्।
चरण 3: जंग
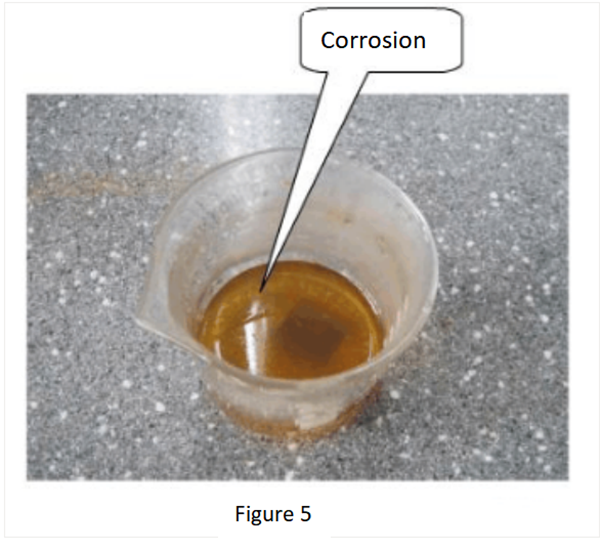
(१) चित्र 5 मा देखाइए अनुसार, मापन कपमा क्षरण समाधान (3-5% नाइट्रिक एसिड र अल्कोहल) तयार गर्न निरपेक्ष अल्कोहल र नाइट्रिक एसिड प्रयोग गर्नुहोस्, धातुको नमूनालाई क्षरण समाधानमा राख्नुहोस् वा धुनको लागि सानो ब्रश प्रयोग गर्नुहोस्। जंगको लागि काटिएको सतह।जंग समय लगभग 10-15 सेकेन्ड हो, र विशिष्ट जंग प्रभाव नेत्रहीन निरीक्षण गर्न आवश्यक छ।
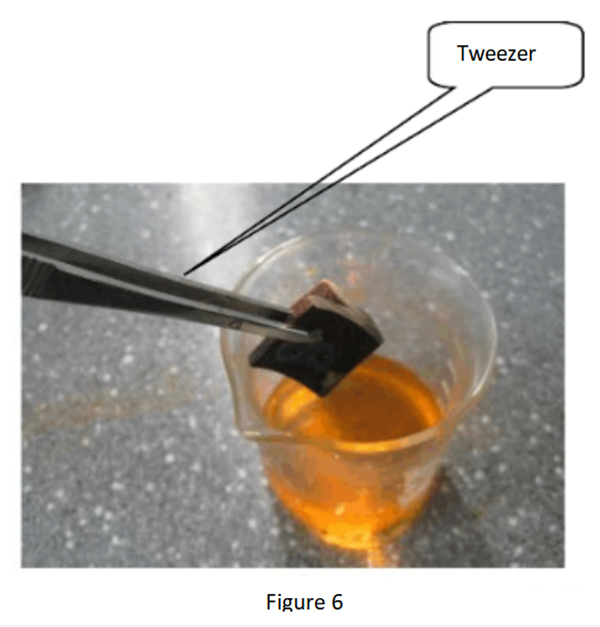
(२) चित्र 6 मा देखाइए अनुसार, क्षय पछि, चिमटीले धातुको नमूना ब्लक निकाल्नुहोस् (नोट: क्षरण तरललाई हातले नछुनुहोस्), र धातुको नमूना ब्लकको सतहमा रहेको क्षयको समाधान सफासँग सफा गर्नुहोस्। पानी।
(१) ब्लो ड्राई
चरण 4: वेल्डिंग प्रवेश को निरीक्षण विधि
| T (mm) प्लेट मोटाई हो | |||
| पुरानो बेन्चमार्क | नयाँ बेन्चमार्क | ||
| प्लेट मोटाई | प्रवेश तथ्याङ्क | प्लेट मोटाई | प्रवेश तथ्याङ्क |
| ≤३.२ | ०.२ * टी भन्दा माथि | t≤4.0 | ०.२ * टी भन्दा माथि |
| 4.0<t≤4.5 | ०.८ माथि | ||
| ३.२~४.५ (४.५ सहित) | ०.७ माथि | 4.5<t≤8.0 | १.० भन्दा माथि |
| t 9.0 | 1.4 माथि | ||
| 4.5 | १.० भन्दा माथि | t≥12.0 | 1.5 माथि |
| नोट: पातलो प्लेट र बाक्लो प्लेट को वेल्डिंग पातलो प्लेट मा आधारित छ | |||
(१.२) वेल्डिङ पेनिट्रेसन डेटम (खुट्टाको लम्बाइले प्रवेश देखाउने)
| L (mm) खुट्टाको लम्बाइ हो | |
| खुट्टा लम्बाइ | प्रवेश तथ्याङ्क |
| L≤8 | ०.२ * L माथि |
| L > ८ | माथि 1.5mm |
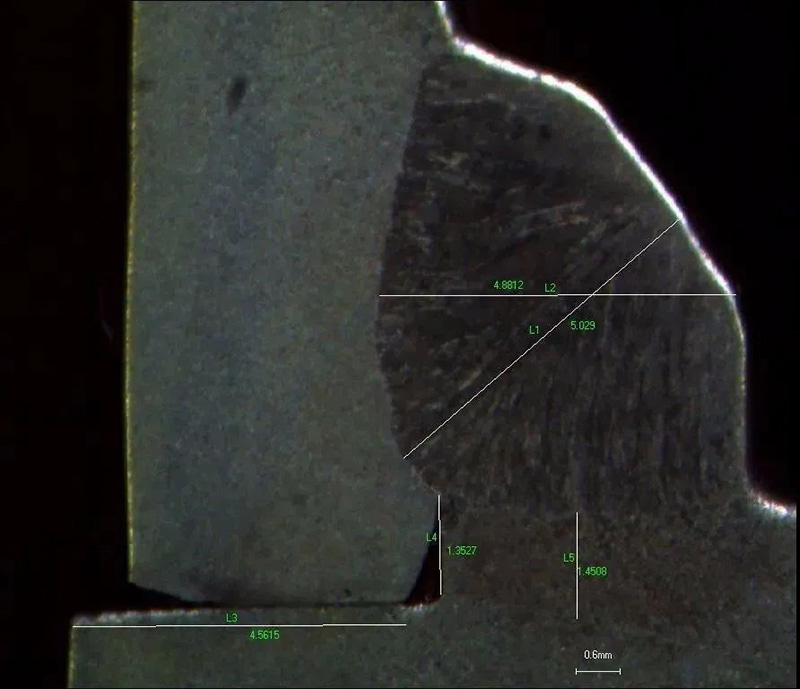
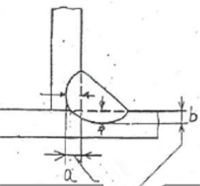
(2) वेल्डिङ प्रवेश मापन (दूरी a र b वेल्डिंग प्रवेश हो)

(3) वेल्डिङ प्रवेशका लागि निरीक्षण उपकरणहरू
चरण 5: वेल्डिंग प्रवेश र नमूनाहरूको भण्डारणको निरीक्षण रिपोर्ट
(1) वेल्डिंग प्रवेश निरीक्षण रिपोर्ट:
aनिरीक्षण गरिएको भागको क्रस-सेक्शन रेखाचित्रको थप
bरेखाचित्रमा वेल्डिंग प्रवेशको मापन स्थिति चिन्ह लगाउनुहोस्
गडाटा थप
(२) वेल्डिङ प्रवेश नमूनाहरूको संरक्षणमा नियमहरू:
a13 वर्षको लागि फ्रेम एस भागहरूको भण्डारण
bसामान्य भागहरू 3 वर्षको लागि राखिनेछ
गयदि रेखाचित्रमा अन्यथा निर्दिष्ट गरिएको छ भने, यो रेखाचित्र आवश्यकताहरू अनुसार लागू गरिनेछ
(पेनिट्रेशन निरीक्षण सतहलाई खिया लाग्न ढिलाइ गर्न पारदर्शी टाँसेको साथ अड्काउन सकिन्छ)
पोस्ट समय: डिसेम्बर-22-2022